- I. Tính chất thường thấy của nước thải cao su
- II. Tính chất của nước thải ở từng dây chuyên sản xuất
- III. Sơ đồ hệ thống xử lý nước thải cao su
- IV. Thuyết mình sơ đồ xử lý nước thải cao su
- 1.Trong quá trình sản xuất
- 2. Sau khi ra khỏi bể tách mủ
- 3. Phần nước sau quá trình lắng được chuyển qua bể xử lý sinh học kỵ khí UASB
- 4. Nước thải sau quá trình xử lý sinh học
- 5. Cuối cùng
- V. Ưu điểm nổi bật của hệ thống xử lý nước thải cao su
- VI. Kết luận
Tổng Hợp Thông Tin Cơ Bản Về Hệ Thống Xử Lý Nước Thải Cao Su
July 06 2023
1.117 lượt xem
Ngành trồng cây cao su ở Việt Nam đã phát triển trong suốt hơn 100 năm và hiện nay đó là một trong những lĩnh vực xuất khẩu hàng đầu của đất nước. Qua những thăng trầm trong lịch sử, ngành cây cao su đã chứng kiến sự ra đời của nhiều nhà máy chế biến mủ cao su. Tạo điều kiện việc làm cho hàng ngàn người lao động và đóng góp đáng kể vào ngân sách quốc gia. Green đã tổng hợp thông tin cơ bản nhằm đáp ứng một phần nhu cầu tìm hiểu về các hệ thống xử lý nước thải cao su

I. Tính chất thường thấy của nước thải cao su
Các công đoạn đánh đông trong quá trình chế biến cao su tạo ra nước thải có nồng độ chất bẩn cao nhất, đặc biệt là serum còn lại sau khi loại bỏ mủ. Nước thải này bao gồm các thành phần đặc trưng như axit acetic (CH3COOH), protein, đường và cao su dư thừa. Do lượng mủ chữa đông là nhiều, nước thải cũng chứa một lượng lớn cao su dạng keo và có pH thấp khoảng 5-5,5. Các công đoạn khác trong quá trình chế biến cao su có hàm lượng chất hữu cơ thấp. Và hàm lượng cao su chưa đông tụ gần như không đáng kể.
Một đặc điểm cơ bản của nhà máy chế biến cao su là sự phát sinh mùi. Mùi hôi thối này phát sinh do quá trình phân hủy men protein trong môi trường axit. Tạo ra nhiều loại khí khác nhau như NH3, H2S, CO2, CH4.
II. Tính chất của nước thải ở từng dây chuyên sản xuất
Dây chuyền sản xuất mủ ly tâm tạo ra nước thải có độ pH khá cao (từ 9 đến 11) và nồng độ BOD, COD, N rất cao vượt quá mức cho phép.
Dây chuyền chế biến mủ nước có đặc điểm là sử dụng mủ nước từ vườn cây và bổ sung amoniac làm chất chống đông, cùng với việc sử dụng acid để đánh đông. Do đó, nước thải từ dây chuyền sản xuất này có nồng độ BOD, COD, SS và N rất cao, và độ pH thấp.
Dây chuyền chế biến mủ tạp có chứa nhiều chất tạp lẫn như đất, cát và các chất lơ lửng khác. Trong quá trình ngâm và rửa mủ, nước thải chứa đất, cát nhiều, và màu nước thải thường có màu nâu, đỏ. Độ pH của nước thải này nằm trong khoảng 5-6. Nồng độ chất rắn lơ lửng cao trong nước thải. Trong khi nồng độ COD và BOD thấp hơn so với nước thải từ dây chuyền chế biến mủ trước đó.
>> Xem thêm: Hệ Thống Xử Lý Nước Thải Khu Công Nghiệp Cần Quan Tâm Đến Gì?
III. Sơ đồ hệ thống xử lý nước thải cao su
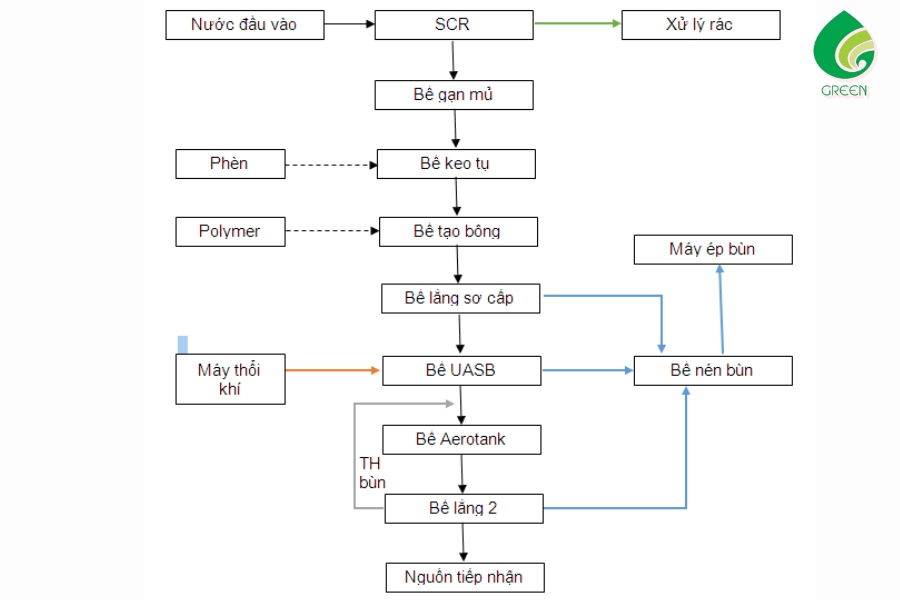
IV. Thuyết mình sơ đồ xử lý nước thải cao su
1.Trong quá trình sản xuất
Nước thải từ nhà máy được thu gom thông qua hệ thống mương thu gom, có các song chắn rác được đặt để tránh làm hư hại bơm ở công trình phía sau. Nước thải được dẫn đến bể thu gom để tiếp tục quá trình xử lý. Đầu tiên, nước thải được bơm lên bể tách mủ. Nước thải từ nhà máy chế biến mủ cao su chứa một lượng lớn cao su. Do đó cần đi qua bể gạn mủ trước khi tiếp tục đến bể gom để loại bỏ một phần cao su và các chất lơ lửng. Thời gian lưu nước thải trong bể tách mủ kéo dài. Điều này cho phép điều hòa nồng độ chất ô nhiễm trong nước thải. Do đó, nồng độ chất rắn lơ lửng giảm đáng kể tại bể tách mủ.
2. Sau khi ra khỏi bể tách mủ
nước thải được chuyển qua bể keo tụ để tạo bông. Mục tiêu của quá trình này là phân tán các hóa chất trong nước thải để tạo điều kiện tiếp xúc tốt và phản ứng hiệu quả. Quá trình khuấy trộn tạo ra các dòng chảy rối trong nước. Điều này khiến các cặn lơ lửng gắn kết với nhau. Nước thải sau đó đi qua bể lắng để lắng cặn bằng tác động của trọng lực. Cặn lắng xuống đáy bể, trong khi nước được thu nạp qua máng thu nước và chảy ra khỏi bể lắng. Bùn cặn sau quá trình lắng được chuyển đến bể chứa bùn để tiếp tục xử lý.
3. Phần nước sau quá trình lắng được chuyển qua bể xử lý sinh học kỵ khí UASB
Tại bể UASB, quá trình phân hủy chất hữu cơ xảy ra nhờ vi sinh vật kỵ khí, và khí metan sinh ra cũng được thu hồi. Nồng độ BOD trong nước thải giảm xuống, tạo điều kiện cho bể Aerotank hoạt động tốt hơn. Tuy bể UASB không xử lý triệt để chất hữu cơ trong nước thải, nước thải tiếp tục được dẫn qua bể Aerotank, nơi vi sinh vật hiếu khí tiếp tục phân hủy chất hữu cơ còn sót lại. Đồng thời, khí không khí được cấp vào bể thông qua hệ thống phân phối khí ở đáy bể, nhằm tăng hiệu quả xử lý.
>> Xem thêm: 3 Yếu Tố Cần Chú Ý Để Tối Ưu Hệ Thống Xử Lý Nước Thải
4. Nước thải sau quá trình xử lý sinh học
Nó được chuyển đến bể lắng thứ hai để giữ lại màng vi sinh vật dưới dạng cặn lắng. Tại đây, bùn sinh học lắng xuống đáy bể, một phần bùn hoạt tính được bơm trở lại bể Aerotank để bổ sung sinh khối. Trong khi phần bùn dư được đưa về bể chứa bùn để tiếp tục xử lý.
5. Cuối cùng
Nước thải được chuyển qua hồ tùy nghi và hồ hoàn thiện, để xử lý triệt để nito và mùi hôi trong nước thải. Nước thải tiếp tục đi qua bể khử trùng để loại bỏ các vi khuẩn gây bệnh. Với hệ thống xử lý nước thải cao su sử dụng sơ đồ công nghệ như trên, nước thải sau khi xử lý có khả năng đáp ứng tiêu chuẩn quy định trong tài liệu QCVN 01:2015/BTNMT.

V. Ưu điểm nổi bật của hệ thống xử lý nước thải cao su
Xử lý nước thải từ ngành công nghiệp cao su đáp ứng giới hạn tiếp nhận theo quy định của pháp luật QCVN 01:2015/BTNMT (Quy chuẩn về nước thải cao su).
Quá trình vận hành đơn giản, sử dụng ít hóa chất, giúp Doanh nghiệp tiết kiệm chi phí.
Hệ thống dễ dàng lắp đặt, bảo trì và yêu cầu ít lao động.
Hệ thống xử lý nước thải cao su được thiết kế để trước tiên áp dụng quá trình xử lý hóa lý, nhằm tránh sốc tải cho hệ thống xử lý sinh học.
Mang lại tính linh hoạt trong cơ chế vận hành. Đồng thời đảm bảo an toàn và tối ưu hóa chi phí xử lý.
Hệ thống xử lý nước thải cao su có hiệu suất cao đối với nước thải có nồng độ chất ô nhiễm cao. Bao gồm các chất như BOD, COD,...
VI. Kết luận
Thừa hưởng kinh nghiệm và tiếp thu bí quyết công nghệ trong lĩnh vực xử lý nước có bề dày lịch sử 70 năm của tập đoàn Tetsugen Nhật Bản, đội ngũ nhân viên kỹ thuật Việt Nam trẻ và năng động của chúng tôi đang cố gắng mỗi ngày để nâng cao năng lực ứng dụng kỹ thuật của mình, phấn đấu trở thành nhà cung cấp dịch vụ xử lý nước tốt nhất ở thị trường Việt Nam. Hãy liên hệ ngay với chúng tôi để được tư vấn đáp ứng nhu cầu phù hợp nhất.
Thông tin liên hệ :
CÔNG TY TNHH GREEN
Trụ sở Hà Nội: Tầng 2 Tòa J, 226 Vạn Phúc, phường Liễu Giai, quận Ba Đình, Hà Nội
Điện thoại: 024 3514 8260
Hotline: 032 844 8880
Email: admin@greenwater.com.vn
Chi nhánh HCM: 82 Nguyễn Bá Tuyển - Phường 12 - Q.Tân Bình - Tp.Hồ Chí Minh
Hotline: 0931 112 900
Email: admin@greenwater.com.vn
- Tại Sao Nên Lựa Chọn Xử Lý Nước Thải Bằng Công Nghệ RO
- Xử Lý Nước Thải Sinh Hoạt Công Suất Lớn: Những Thách Thức Doanh Nghiệp Cần Lưu Ý
- Làm Sao Để Nhận Biết Đơn Vị Tư Vấn Thiết Kế Hệ Thống Xử Lý Nước Thải Uy Tín
- Hầm Biogas Trong Chăn Nuôi Có Thực Sự Giúp Giảm Chi Phí Và Kiểm Soát Ô Nhiễm?
- Metan Hóa Trong Xử Lý Kỵ Khí Quyết Định Hiệu Quả Xử Lý Nước Thải Như Thế Nào?
- Hóa Chất Cho Hệ Thống Xử Lý Nước Thải Công Nghiệp: Chọn Đúng Để Giảm Chi Phí Vận Hành
- Trạm Xử Lý Nước Thải Sinh Hoạt Quy Mô Lớn: Đáng Để Đầu Tư!
- Xử Lý Nước Thải Xi Mạ Chứa Kim Loại Nặng: Sai Một Bước, Trả Giá Đắt
- Xử Lý Nước Thải Ngành Xi Mạ Đạt Chuẩn Với Giải Pháp Từ Chuyên Gia
- Giám Sát Và Quản Lý Chất Thải Công Nghiệp: Đừng Đợi Đến Khi Bị Kiểm Tra Mới Quan Tâm!
Comments